根據(jù)結(jié)構(gòu)特點(diǎn),將杜瓦瓶?jī)?nèi)表面筒生產(chǎn)分為兩條生產(chǎn)線,組裝時(shí)歸納為公共生產(chǎn)線。基本原則如下:
杜瓦瓶是如何制造出來(lái)的
內(nèi)筒
封頭(外定制)檢測(cè)-封頭接手組焊(手工氬弧焊工藝)-送至與筒體組對(duì)齊的位置(物料車(chē))-定尺板(外加工或自加工)檢測(cè)-卷圓(3軸卷板機(jī),帶小卷直線段)-送至縱縫焊接站(物料車(chē))-縱縫自動(dòng)焊接(TIG,MIG或等離子焊接工藝,根據(jù)筒體規(guī)格和厚度確定)-傳輸?shù)脚c封頭組焊接的工藝(材料車(chē))-環(huán)縫自動(dòng)焊接(鎖緊打卷壓接,MIG焊接)-從操作人員對(duì)面運(yùn)輸組焊接筒體節(jié)(輥道平臺(tái))-清洗打擊檢測(cè)-放置在翻車(chē)車(chē)上-包裹保溫層(專用保溫層繞組工裝)-與外筒體組對(duì)安裝(纏繞機(jī)吊裝站垂直與外筒體組對(duì))查特液氮罐
外筒
定尺板(外加工或自加工)檢測(cè)-卷圓(3軸卷板機(jī),帶小卷直線段)-傳輸?shù)娇v縫焊接站(材料車(chē))-縱縫自動(dòng)焊接(TIG,MIG或等離子焊接工藝,根據(jù)筒體規(guī)格和厚度確定)-傳輸?shù)脚c封頭組焊的工藝(材料車(chē))-環(huán)縫自動(dòng)焊接(鎖緊打卷壓接,MIG焊接)-從操作人員對(duì)面運(yùn)輸組焊接筒體節(jié)(輥道平臺(tái))-內(nèi)腔焊接筒冷卻盤(pán)管(氣割)-放置在翻車(chē)車(chē)上-與內(nèi)筒體組對(duì)(纏繞機(jī)吊裝站垂直與外筒體組對(duì))
里外筒成品
組裝好的工件組裝外封頭-環(huán)縫自動(dòng)焊接(選用MIG焊接)-放置在翻車(chē)車(chē)上-將工件移動(dòng)到水平輸送帶-管節(jié)封頭外標(biāo)準(zhǔn)件和手柄焊接(手動(dòng)氬弧焊)-檢漏儀檢查
包裝進(jìn)庫(kù)
對(duì)于大型低溫容器、物流線路和垂直環(huán)縫焊接基本共線生產(chǎn)、物流運(yùn)輸車(chē)輛、垂直環(huán)縫焊接、銅冷卻線自動(dòng)焊接、管接頭拋光、檢測(cè)等,確定整合生產(chǎn)的具體情況。一般按以下流程進(jìn)行:
定制板材檢測(cè)-移動(dòng)到圓形工藝-真空吸盤(pán)起吊到圓形給料段-給料圓形-移除圓形桶體-縱縫焊接(選擇等離子體或MIG焊接)-移除縱縫工藝(內(nèi)筒包保溫纏繞膜,外筒自動(dòng)焊銅冷卻盤(pán)管)-封頭組對(duì)-環(huán)縫焊接-內(nèi)外筒組焊接-封閉式拋光室進(jìn)行表面拋光-檢漏儀檢測(cè)-包裝入庫(kù)。
安全防護(hù)
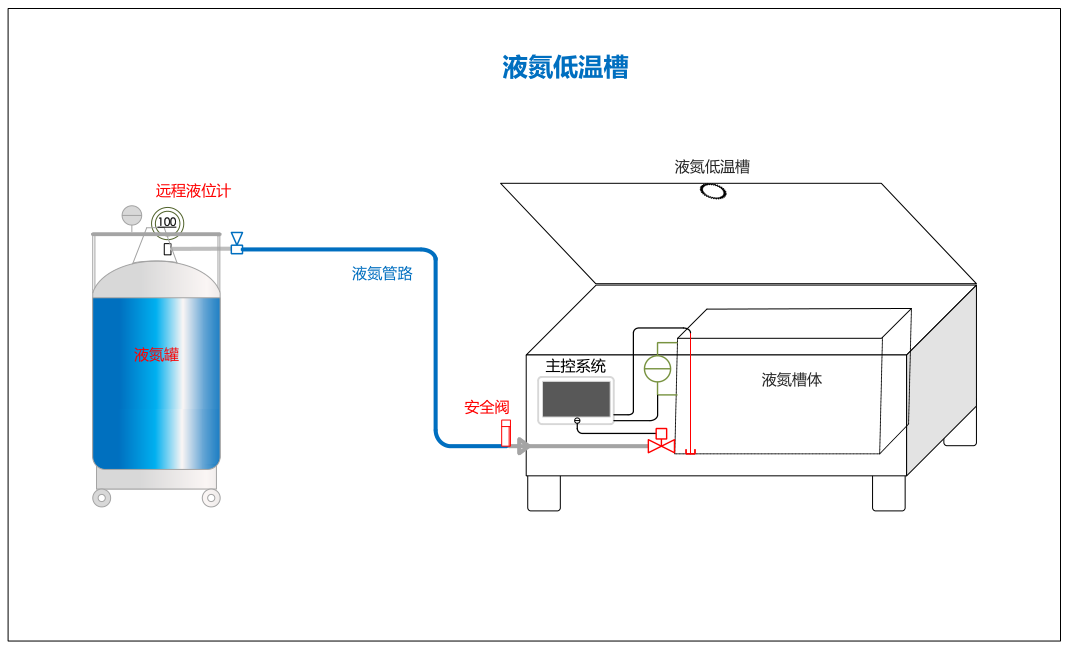
杜瓦瓶一般有四個(gè)閘閥,即液體應(yīng)用閥、汽體應(yīng)用閥、排氣閥和增壓閥。此外,還有液相氣壓表和液位計(jì)。杜瓦瓶不僅增加了安全閥,還設(shè)置了爆破片[6]。一旦瓶?jī)?nèi)氣體壓力超過(guò)安全閥的起跳壓力,安全閥將立即起跳,自動(dòng)排氣和卸壓。如果安全閥故障或氣罐意外損壞真空層,瓶?jī)?nèi)壓力急劇上升到一定水平,防爆片自動(dòng)開(kāi)裂,及時(shí)將瓶?jī)?nèi)壓力迅速降至大氣壓力。杜瓦瓶?jī)?chǔ)存醫(yī)用液態(tài)氧,大大提高了儲(chǔ)氧水平。
Copyright ? 2017 (班德液氮罐) 北京德世科技有限公司 版權(quán)所有 京ICP備17012785號(hào)-4