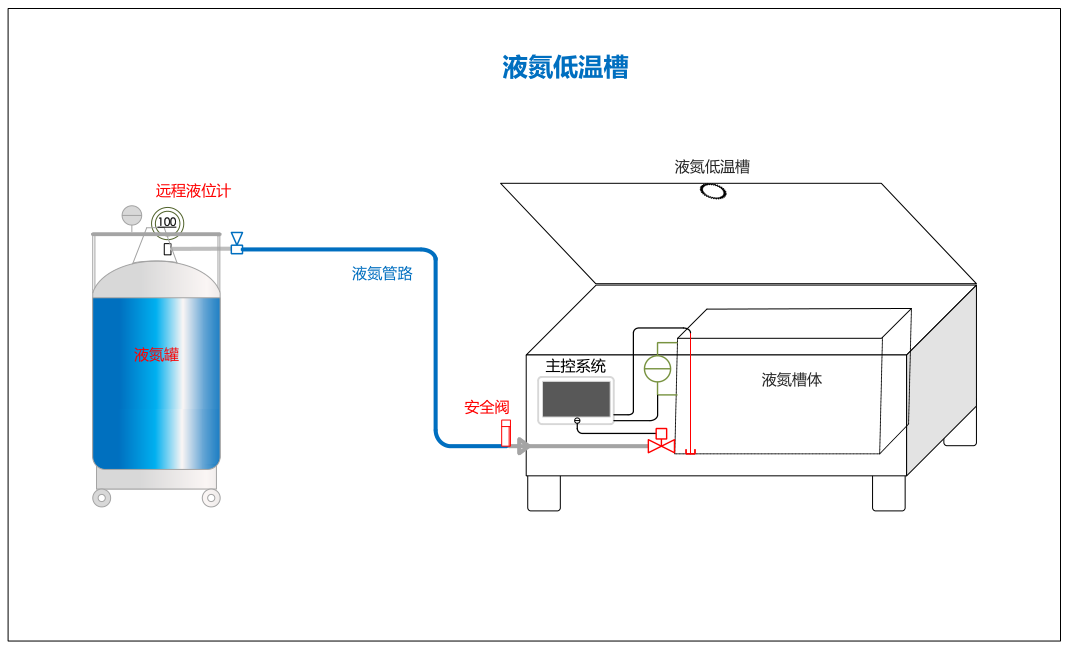
激光切割機液氮罐
激光切割機液氮罐是為激光切割機供應高純氮氣的液氮罐,因激光切割機使用時需要使用大量氮氣,故應用時應選用足夠供氣量的高壓液態罐體,保證切割時的供氣量和供氣壓力
供氣壓力不夠,不足以切割較厚的板材。為了加工方便,選用液氮罐時應對選用罐體壓力注意。
氮氣切割的特點
氮氣切割的主要優勢在于切割質量高,加工范圍廣,但也存在成本高的缺點。以下我們可以通過和氧氣切割的比較來詳細說明上述特點。
1)切割質量
根據使用的輔助氣體,激光切割機可分為氧氣、氮氣兩種切割方式。在氧氣切割中氧氣參與燃燒,熔化位置溫度接近沸點。高溫導致反應劇烈,無法保證斷面光滑;另外加上氧化反應、增大的熱影響區,使切割質量相對較差,容易出現切縫寬、斷面斜紋、表面粗糙度差及焊渣等質量缺陷。氮氣切割中材料完全依靠激光能量熔化,氮氣吹出切縫并避免不合適的化學反應。熔點區域溫度相對較低,加上氮氣的冷卻、保護作用,反應平穩、均勻,切割質量高。斷面細膩光滑,表面粗糙度低,而且無氧化層。
激光切割使用輔助氣體的作用
吹走熔融金屬
產生精確切口
提高激光的切割能力
氮氣可消除存在氧氣時可能發生的氧化
針對激光切割不同耗氣用戶采用不同儲罐
小容量氣體用戶
激光切割機氮氣小容量氮氣用量通常約為141至849立方/月
一般使用便攜式液體鋼瓶,即常規高壓液氮罐即可,
使用1臺450升或2臺500升液氮儲罐即可滿足供氣量要求,
使用2臺液氮罐,需要切換供氣,需要配套切換套裝,及配套供氣管路。

 中等容量氣體用戶
中等容量氣體用戶
激光切割機氮氣中等容量氮氣用量通常約為850 至 4300立方/月
單個容積為 1000 至 5000 升的微型散裝儲罐
容積為 1000 和 5000 升的獨立式微型散裝撬裝塊,直接由低溫槽車補液,無需更換鋼瓶
 大容量氣體用戶
大容量氣體用戶
激光切割機氮氣大型用戶用量通常超過4300立方/月
使用標準大型儲罐加汽化供氣系統